
Page 27 - Steel Tech India eMagazine Volume October 2023
P. 27
92/ Ć ,668( Ć 2FWREHU
WKH UROOV VHW RQ WKH HGJHV RI WKH VOLW PXVW EH HTXDO ,I
the pressure applied is not equal, then there is going
to be a length and gauge variation in the slit edge – a
SRVVLEOH UHDVRQ IRU WKH
PLVPDWFK GHIHFW $UUDQJHPHQW RI WKH JXLGHG UROOV
LV UHTXLUHG WR EH FRUUHFW ,I WKH SRVLWLRQ RI WKH JXLGHG
UROOV LV LQFRUUHFW WKHQ XQ FHQWUHG VOLW FDQ HQWHU LQ WKH
PLOO DQRWKHU SRWHQWLDO UHDVRQ IRU WKH PLVPDWFK GHIHFW
7KH FRQ¿JXUDWLRQ RI WKH ZHOG VTXHH]H UROOV PXVW EH
DSSURSULDWH 7KH SUHVVXUH DSSOLHG E\ WKH VTXHH]H RXW
UROO PXVW EH WKH VDPH ,I WKH DSSOLHG ORDG LV QRW HTXDO
WKHQ LW FDQ EH D UHDVRQ IRU WKH PLVPDWFK 7KHUH DUH
VHYHUDO HႇHFWV RI PLVPDWFK GHIHFW ZKLFK LQFOXGHV
variation in the vee length, vee angle Variation in the
FXUUHQW FLUFXODWLRQ DQG QRQ XQLIRUP KHDWLQJ RI WKH
HGJHV ODS VHDPV DQG WKLQQLQJ RI WKH HGJHV
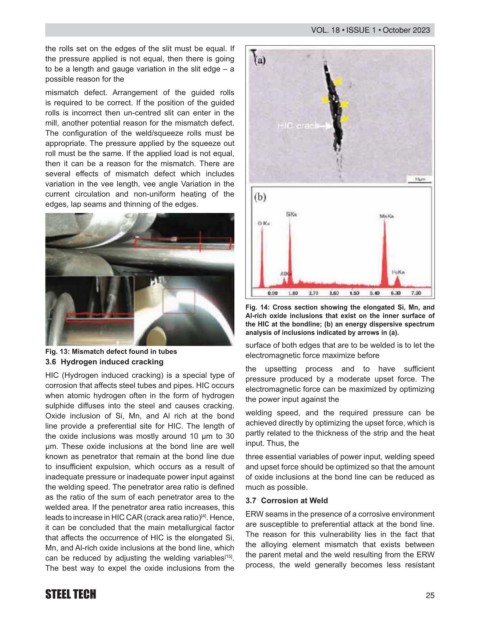
)LJ &URVV VHFWLRQ VKRZLQJ WKH HORQJDWHG 6L 0Q DQG
$O ULFK R[LGH LQFOXVLRQV WKDW H[LVW RQ WKH LQQHU VXUIDFH RI
WKH +,& DW WKH ERQGOLQH E DQ HQHUJ\ GLVSHUVLYH VSHFWUXP
DQDO\VLV RI LQFOXVLRQV LQGLFDWHG E\ DUURZV LQ D
VXUIDFH RI ERWK HGJHV WKDW DUH WR EH ZHOGHG LV WR OHW WKH
)LJ 0LVPDWFK GHIHFW IRXQG LQ WXEHV HOHFWURPDJQHWLF IRUFH PD[LPL]H EHIRUH
+\GURJHQ LQGXFHG FUDFNLQJ
WKH XSVHWWLQJ SURFHVV DQG WR KDYH VXႈFLHQW
+,& +\GURJHQ LQGXFHG FUDFNLQJ LV D VSHFLDO W\SH RI SUHVVXUH SURGXFHG E\ D PRGHUDWH XSVHW IRUFH 7KH
FRUURVLRQ WKDW DႇHFWV VWHHO WXEHV DQG SLSHV +,& RFFXUV HOHFWURPDJQHWLF IRUFH FDQ EH PD[LPL]HG E\ RSWLPL]LQJ
ZKHQ DWRPLF K\GURJHQ RIWHQ LQ WKH IRUP RI K\GURJHQ the power input against the
VXOSKLGH GLႇXVHV LQWR WKH VWHHO DQG FDXVHV FUDFNLQJ
2[LGH LQFOXVLRQ RI 6L 0Q DQG $O ULFK DW WKH ERQG welding speed, and the required pressure can be
OLQH SURYLGH D SUHIHUHQWLDO VLWH IRU +,& 7KH OHQJWK RI DFKLHYHG GLUHFWO\ E\ RSWLPL]LQJ WKH XSVHW IRUFH ZKLFK LV
WKH R[LGH LQFOXVLRQV ZDV PRVWO\ DURXQG ȝP WR SDUWO\ UHODWHG WR WKH WKLFNQHVV RI WKH VWULS DQG WKH KHDW
ȝP 7KHVH R[LGH LQFOXVLRQV DW WKH ERQG OLQH DUH ZHOO input. Thus, the
NQRZQ DV SHQHWUDWRU WKDW UHPDLQ DW WKH ERQG OLQH GXH WKUHH HVVHQWLDO YDULDEOHV RI SRZHU LQSXW ZHOGLQJ VSHHG
WR LQVXႈFLHQW H[SXOVLRQ ZKLFK RFFXUV DV D UHVXOW RI DQG XSVHW IRUFH VKRXOG EH RSWLPL]HG VR WKDW WKH DPRXQW
inadequate pressure or inadequate power input against RI R[LGH LQFOXVLRQV DW WKH ERQG OLQH FDQ EH UHGXFHG DV
WKH ZHOGLQJ VSHHG 7KH SHQHWUDWRU DUHD UDWLR LV GH¿QHG PXFK DV SRVVLEOH
DV WKH UDWLR RI WKH VXP RI HDFK SHQHWUDWRU DUHD WR WKH &RUURVLRQ DW :HOG
ZHOGHG DUHD ,I WKH SHQHWUDWRU DUHD UDWLR LQFUHDVHV WKLV
OHDGV WR LQFUHDVH LQ +,& &$5 FUDFN DUHD UDWLR . Hence, (5: VHDPV LQ WKH SUHVHQFH RI D FRUURVLYH HQYLURQPHQW
> @
LW FDQ EH FRQFOXGHG WKDW WKH PDLQ PHWDOOXUJLFDO IDFWRU DUH VXVFHSWLEOH WR SUHIHUHQWLDO DWWDFN DW WKH ERQG OLQH
WKDW DႇHFWV WKH RFFXUUHQFH RI +,& LV WKH HORQJDWHG 6L 7KH UHDVRQ IRU WKLV YXOQHUDELOLW\ OLHV LQ WKH IDFW WKDW
0Q DQG $O ULFK R[LGH LQFOXVLRQV DW WKH ERQG OLQH ZKLFK WKH DOOR\LQJ HOHPHQW PLVPDWFK WKDW H[LVWV EHWZHHQ
can be reduced by adjusting the welding variables . WKH SDUHQW PHWDO DQG WKH ZHOG UHVXOWLQJ IURP WKH (5:
> @
7KH EHVW ZD\ WR H[SHO WKH R[LGH LQFOXVLRQV IURP WKH SURFHVV WKH ZHOG JHQHUDOO\ EHFRPHV OHVV UHVLVWDQW
STEEL TECH