
Page 23 - Steel Tech India eMagazine Volume October 2023
P. 23
92/ Ć ,668( Ć 2FWREHU
)LJ D 3KRVSKRUXV FRQWHQW QHDU WKH ZHOG UHJLRQ GXH WR FHQWUH OLQH VHJUHJDWLRQ E )DLOXUH DW WKH ZHOG UHJLRQ GXH WR
KLJKHU SKRVSKRUXV FRQWHQW
RQ ZHOGHG VLGH 7KH LPSHGHU LQFUHDVHV WKH SUR[LPLW\ FHQWUH WRS DQG EXWWRP RI WKH ZHOG 0RUHRYHU WKH ZHOG
SURSHUWLHV ZKLFK LQFUHDVHV WKH FRQFHQWUDWLRQ RI KHDW DW ZLGWK LV JUHDWHU LQ LQQHU SDUW ZKHQ FRPSDUHG WR RXWHU
ORZHU HGJH $V LW FDQ EH VHHQ IURP WKH ¿J IRU VDPSOH SDUW ZKLFK LPSOLHV KLJKHU PHOWLQJ LQ LQQHU SDUWV 7KH
$ DQG VDPSOH & WKH WHPSHUDWXUH JUDGLHQW GHFUHDVHV LPSURYHPHQW RI HGJHV HQVXUHV UHGXFWLRQ RI ZHOG ZLGWK
IURP WR GHJUHH & 7KLV VKRZFDVHV WKH VWURQJ DQG XQLIRUPLW\ RI ZHOG ZLGWK LV DOVR LQFUHDVHG +HQFH LW
HႇHFW RI WKH HGJH VKDSH SUHSDUDWLRQ RQ WKH XQLIRUPLW\ can be concluded that tubes prepared by proper edge
RI WHPSHUDWXUH GLVWULEXWLRQ DW WKH HGJH RI WKH MRLQW preparation ensures proper heat distribution which in
0RUHRYHU WKH KHDWLQJ SURFHVV LQ WKH YHH VKDSHG WXUQ KHOSV LQ HQVXULQJ DSSURSULDWH PDWHULDO ÀRZ WKHUHE\
DQG ZHOG ]RQHV LV FUXFLDO EHFDXVH JUHDWHU WKH ZHOG decreasing weld width.
width higher is the heat loss. The weld width in the 'HIHFWV LQ (5:
VSHFLPHQ ZLWKRXW HGJH SUHSDUDWLRQ KDV KLJKHU ZHOG 7KHUH DUH QXPHURXV GHIHFWV LQ (5: WXEHV ZKLFK DUH
ZLGWK LQ WKH LQWHUQDO ZHOG DUHD DV FRPSDUHG WR RXWHU generated due to poor welding, poor edge preparation,
ZHOG DUHD +RZHYHU LQ WKH LPSURYHG VSHFLPHQ LW ZDV DEQRUPDO PDWHULDO FRPSRVLWLRQ DQG HQYLURQPHQWDO
IRXQG WKDW UHVXOWLQJ ZHOG DUHD ZLGWK ZDV XQLIRUP LQ
IDFWRUV 7KH WRS GHIHFWV ZKLFK DUH JHQHUDWHG LQ (5:
DUH FROG ZHOG SHQHWUDWRU VXUIDFH FUDFN KRRN FUDFN
PLVPDWFK K\GURJHQ LQGXFHG FUDFNLQJ DQG FRUURVLRQ
at weld.
&ROG :HOG
Cold weld is D W\SH RI ZHOG GHIHFW ZKLFK LV JHQHUDWHG
ZKHQ WKH ZHOGLQJ SKHQRPHQRQ LV SHUIRUPHG XQGHU ORZ
heat input conditions and the approach speed exceeds
WKH PHOWLQJ VSHHG 7KH ZHOG ZLGWK DQG WKH ZHOG DUHD RI
ZHOG LV VPDOO ZKHQ FRPSDUHG WR ZHOG ZLGWK DQG DUHD
REVHUYHG LQ SHQHWUDWRU GHIHFW GHIHFW ZKLFK RULJLQDWHV
GXH WR KLJK KHDW LQSXW )XUWKHUPRUH WKHUH LV QR QDUURZ
JDS LV QRW IRUPHG DQG WKH ZHOGLQJ SRLQW LV IRUPHG
QHDU WKH 9 FRQYHUJHQFH SRLQW )RUPDWLRQ RI WKLV GHIHFW
LV DFFRPSDQLHG E\ DQ R[LGH LQFOXVLRQ LQ D IRUP RI
FRQWLQXRXV WKLQ ¿OP DW WKH ZHOGPHQW 7KLV UHVXOW GXH
WR OHVV KHDW LQSXW SRZHU LQWR WKH VWULS ZKLFK VLJQL¿HV
LQDGHTXDWH PHOWLQJ RI WKH VWULS HGJHV :KHQ RQO\ D
YHU\ WKLQ VXUIDFH OD\HU RI WKH HGJH LV PHOWHG ZLWK DQ
LQVXႈFLHQW KHDW LQSXW SRZHU R[LGHV RQ WKH VXUIDFHV
PD\ QRW EH VTXHH]HG RXW DORQJ ZLWK WKH PROWHQ PHWDO
DW WKH XSVHWWLQJ VWDJH OHDGLQJ WR WKH FROG ZHOG GHIHFW
7KH IUDFWXUHG VXUIDFH RI FROG ZHOG GHIHFW JHQHUDOO\
UHYHDOV WKDW (5: MRLQW LV ÀDW DQG VPDOO DQG WKLQ R[LGHV
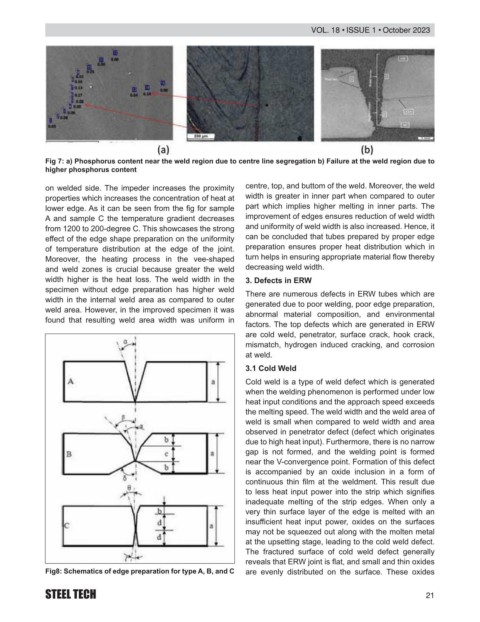
)LJ 6FKHPDWLFV RI HGJH SUHSDUDWLRQ IRU W\SH $ % DQG & DUH HYHQO\ GLVWULEXWHG RQ WKH VXUIDFH 7KHVH R[LGHV
STEEL TECH