
Page 25 - Steel Tech India eMagazine Volume October 2023
P. 25
92/ Ć ,668( Ć 2FWREHU
D E
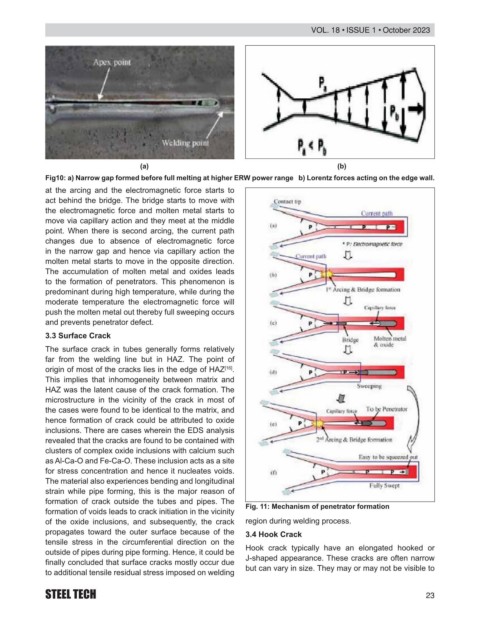
)LJ D 1DUURZ JDS IRUPHG EHIRUH IXOO PHOWLQJ DW KLJKHU (5: SRZHU UDQJH E /RUHQW] IRUFHV DFWLQJ RQ WKH HGJH ZDOO
DW WKH DUFLQJ DQG WKH HOHFWURPDJQHWLF IRUFH VWDUWV WR
DFW EHKLQG WKH EULGJH 7KH EULGJH VWDUWV WR PRYH ZLWK
WKH HOHFWURPDJQHWLF IRUFH DQG PROWHQ PHWDO VWDUWV WR
PRYH YLD FDSLOODU\ DFWLRQ DQG WKH\ PHHW DW WKH PLGGOH
point. When there is second arcing, the current path
FKDQJHV GXH WR DEVHQFH RI HOHFWURPDJQHWLF IRUFH
in the narrow gap and hence via capillary action the
PROWHQ PHWDO VWDUWV WR PRYH LQ WKH RSSRVLWH GLUHFWLRQ
7KH DFFXPXODWLRQ RI PROWHQ PHWDO DQG R[LGHV OHDGV
WR WKH IRUPDWLRQ RI SHQHWUDWRUV 7KLV SKHQRPHQRQ LV
SUHGRPLQDQW GXULQJ KLJK WHPSHUDWXUH ZKLOH GXULQJ WKH
PRGHUDWH WHPSHUDWXUH WKH HOHFWURPDJQHWLF IRUFH ZLOO
SXVK WKH PROWHQ PHWDO RXW WKHUHE\ IXOO VZHHSLQJ RFFXUV
DQG SUHYHQWV SHQHWUDWRU GHIHFW
6XUIDFH &UDFN
7KH VXUIDFH FUDFN LQ WXEHV JHQHUDOO\ IRUPV UHODWLYHO\
IDU IURP WKH ZHOGLQJ OLQH EXW LQ +$= 7KH SRLQW RI
> @
RULJLQ RI PRVW RI WKH FUDFNV OLHV LQ WKH HGJH RI +$= .
7KLV LPSOLHV WKDW LQKRPRJHQHLW\ EHWZHHQ PDWUL[ DQG
+$= ZDV WKH ODWHQW FDXVH RI WKH FUDFN IRUPDWLRQ 7KH
PLFURVWUXFWXUH LQ WKH YLFLQLW\ RI WKH FUDFN LQ PRVW RI
WKH FDVHV ZHUH IRXQG WR EH LGHQWLFDO WR WKH PDWUL[ DQG
KHQFH IRUPDWLRQ RI FUDFN FRXOG EH DWWULEXWHG WR R[LGH
inclusions. There are cases wherein the EDS analysis
UHYHDOHG WKDW WKH FUDFNV DUH IRXQG WR EH FRQWDLQHG ZLWK
FOXVWHUV RI FRPSOH[ R[LGH LQFOXVLRQV ZLWK FDOFLXP VXFK
DV $O &D 2 DQG )H &D 2 7KHVH LQFOXVLRQ DFWV DV D VLWH
IRU VWUHVV FRQFHQWUDWLRQ DQG KHQFH LW QXFOHDWHV YRLGV
7KH PDWHULDO DOVR H[SHULHQFHV EHQGLQJ DQG ORQJLWXGLQDO
VWUDLQ ZKLOH SLSH IRUPLQJ WKLV LV WKH PDMRU UHDVRQ RI
IRUPDWLRQ RI FUDFN RXWVLGH WKH WXEHV DQG SLSHV 7KH
IRUPDWLRQ RI YRLGV OHDGV WR FUDFN LQLWLDWLRQ LQ WKH YLFLQLW\ )LJ 0HFKDQLVP RI SHQHWUDWRU IRUPDWLRQ
RI WKH R[LGH LQFOXVLRQV DQG VXEVHTXHQWO\ WKH FUDFN region during welding process.
SURSDJDWHV WRZDUG WKH RXWHU VXUIDFH EHFDXVH RI WKH +RRN &UDFN
WHQVLOH VWUHVV LQ WKH FLUFXPIHUHQWLDO GLUHFWLRQ RQ WKH
RXWVLGH RI SLSHV GXULQJ SLSH IRUPLQJ +HQFH LW FRXOG EH +RRN FUDFN W\SLFDOO\ KDYH DQ HORQJDWHG KRRNHG RU
¿QDOO\ FRQFOXGHG WKDW VXUIDFH FUDFNV PRVWO\ RFFXU GXH - VKDSHG DSSHDUDQFH 7KHVH FUDFNV DUH RIWHQ QDUURZ
WR DGGLWLRQDO WHQVLOH UHVLGXDO VWUHVV LPSRVHG RQ ZHOGLQJ EXW FDQ YDU\ LQ VL]H 7KH\ PD\ RU PD\ QRW EH YLVLEOH WR
STEEL TECH