
Page 22 - Steel Tech India eMagazine Volume October 2023
P. 22
92/ Ć ,668( Ć 2FWREHU
RXW ZDV DFFRPSOLVKHG QR ERQG OLQH ZDV SUHVHQW ZKLOH 7KH HOHPHQWV ZKLFK DUH KDYLQJ ORZHU YDOXH RI N KDV
ZKHQ WKH ERQG OLQH ZLGWK DSSURDFKHG PLFURQV D KLJKHU WHQGHQF\ RI VHJUHJDWLRQ 7KH ODVW SRUWLRQ RI
ÀDZV EHJDQ WR DSSHDU EHFDXVH RI LQFRPSOHWH VTXHH]H WKH OLTXLG ZKLFK VROLGL¿HV KDV &/6 $ VWULNLQJ DVSHFW RI
RXW +HQFH WKLV VKRZV WKH LPSDFW RI VTXHH]H SUHVVXUH &/6 LV WKDW LW LV YLVLEOH DV D GDUN EDQG 'XULQJ IUDFWXUH
LQ GHWHUPLQDWLRQ RI ERQG OLQH ZLGWK RI WXEHV RU SLSHV WKHUH LV D KLJK FKDQFH WKDW FUDFN FDQ
SURSDJDWH DORQJ WKH &/6 $V PHQWLRQHG LQ OLWHUDWXUH
SKRVSKRUXV VHJUHJDWLRQ ZDV IRXQG LQ $3, 3LSHV RI
PP DQG PP ZKHUHLQ FUDFN SURSDJDWHG
DORQJ WKH OLQH RI SKRVSKRUXV VHJUHJDWLRQ 7KH FROG
IRUPLQJ RI WKH VWULS IROORZHG E\ VTXHH]LQJ RI WKH
DEXWWLQJ HGJHV GXULQJ +),: GLYHUWHG WKH &/6 IURP WKH
PLG WKLFNQHVV WRZDUGV WKH VXUIDFH RI WKH SLSH LQ FORVH
> @
SUR[LPLW\ WR WKH ZHOG OLQH 7KH KRPRJHQL]DWLRQ RI &/6
is not possible while welding as there is not enough
UHVLGHQFH WLPH 6HJUHJDWLRQ RI HOHPHQWV H[DPSOH
3KRVSKRUXV LQ WKH &/6 PDNHV LW SURQH WR EULWWOH
IUDFWXUH 7KH QRUPDOL]LQJ WUHDWPHQW ZDV OHVV HႇHFWLYH
LQ HOLPLQDWLQJ &/6 EXW &/6 EHFRPHV OHVV SURPLQHQW
DIWHU QRUPDOL]LQJ :KLOH ÀDWWHQLQJ WHVW WKH 2' RI WKH
pipe experiences tensile stress and the ID experiences
FRPSUHVVLYH VWUHVVHV 7KH &/6 UXQV DORQJ WKH ZHOG OLQH
ZKLFK H[SHULHQFHV WHQVLOH VWUHVV RI WKH ÀDWWHQLQJ WHVW
GXH WR ZKLFK LW EHFRPHV SURQH WR IDLOXUH 3KRVSKRURXV
LV RQH VXFK HOHPHQW ZKLFK OHDGV WR LQFUHDVH RI ÀRZ
VWUHVV XSRQ FROG ZRUNLQJ 7KLV OHDGV WR EULWWOH IDLOXUH
E\ IRUPLQJ FOHDYDJH IUDFWXUH ZKHQ 3 LV SUHVHQW LQ WKH
&/6 7KHUHIRUH &/6 FDQ EH RQH RI WKH FULWLFDO UHDVRQV
IRU IDLOXUH ZKLFK QHHGV WR EH FRQWUROOHG ZKLOH FDVWLQJ
,PSDFW RI HGJH SUHSDUDWLRQ RQ ZHOG TXDOLW\
$Q XQSUHSDUHG HGJH UHVXOW LQ KLJKHU WHPSHUDWXUH
JUDGLHQW DW WKH ZHOG ]RQH DQG IXUWKHU GXH WR VNLQ DQG
SUR[LPLW\ HႇHFW WKH WHPSHUDWXUH RI WKH LQQHU SDUW RI
WKH ZHOG ]RQH LQFUHDVHV WR D JUHDWHU H[WHQW )RU D
[10]
VXFFHVVIXO ZHOGLQJ SURFHVV LW LV QHFHVVDU\ WKDW DOO
WKH SRUWLRQ RI WKH HGJH DSSURDFKHG WKH PHOWLQJ SRLQW
ZKLFK HVVHQWLDOO\ PHDQV PRUH FRQVXPSWLRQ RI SRZHU
2Q FRQWUDVW LI WKH WHPSHUDWXUH RI ZKROH HGJH LV
LQFUHDVHG WR PLQLPXP ZHOGLQJ WHPSHUDWXUH WKDQ WKHUH
ZLOO EH D WHPSHUDWXUH GLႇHUHQWLDO LQ WKH LQQHU DQG RXWHU
SDUW RI WKH HGJH ZKLFK UHVXOWV LQ RYHUKHDWLQJ RI LQQHU
HGJHV 7KLV UHVXOWV LQ EXUQLQJ IXUWKHUPRUH LI PRUH
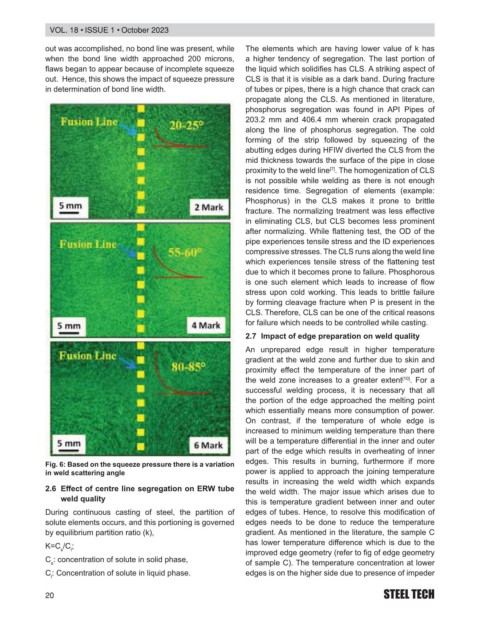
)LJ %DVHG RQ WKH VTXHH]H SUHVVXUH WKHUH LV D YDULDWLRQ
LQ ZHOG VFDWWHULQJ DQJOH SRZHU LV DSSOLHG WR DSSURDFK WKH MRLQLQJ WHPSHUDWXUH
results in increasing the weld width which expands
(ႇHFW RI FHQWUH OLQH VHJUHJDWLRQ RQ (5: WXEH WKH ZHOG ZLGWK 7KH PDMRU LVVXH ZKLFK DULVHV GXH WR
ZHOG TXDOLW\ WKLV LV WHPSHUDWXUH JUDGLHQW EHWZHHQ LQQHU DQG RXWHU
'XULQJ FRQWLQXRXV FDVWLQJ RI VWHHO WKH SDUWLWLRQ RI HGJHV RI WXEHV +HQFH WR UHVROYH WKLV PRGL¿FDWLRQ RI
VROXWH HOHPHQWV RFFXUV DQG WKLV SRUWLRQLQJ LV JRYHUQHG HGJHV QHHGV WR EH GRQH WR UHGXFH WKH WHPSHUDWXUH
E\ HTXLOLEULXP SDUWLWLRQ UDWLR N JUDGLHQW $V PHQWLRQHG LQ WKH OLWHUDWXUH WKH VDPSOH &
KDV ORZHU WHPSHUDWXUH GLႇHUHQFH ZKLFK LV GXH WR WKH
K=C /C;
s l LPSURYHG HGJH JHRPHWU\ UHIHU WR ¿J RI HGJH JHRPHWU\
C FRQFHQWUDWLRQ RI VROXWH LQ VROLG SKDVH
s RI VDPSOH & 7KH WHPSHUDWXUH FRQFHQWUDWLRQ DW ORZHU
C &RQFHQWUDWLRQ RI VROXWH LQ OLTXLG SKDVH HGJHV LV RQ WKH KLJKHU VLGH GXH WR SUHVHQFH RI LPSHGHU
l
STEEL TECH