
Page 21 - Steel Tech India eMagazine Volume January 2023
P. 21
92/ Ć ,668( Ć 2FWREHU
or market conditions that makes them uneconomic
or because of laws and regulations that force early
closure or partial operation.
5HIXUELVKPHQW DQG UHWUR¿WWLQJ VXFK DV HQKDQFHG
SURFHVV LQWHJUDWLRQ WR ERRVW HQHUJ\ HႈFLHQF\ RU WKH
application of emission-reduction technologies
$ FKDQJH LQ PDWHULDO LQSXWV IRU H[DPSOH D KLJKHU
share of scrap use in various process units, or
higher-quality iron ore, although both of these
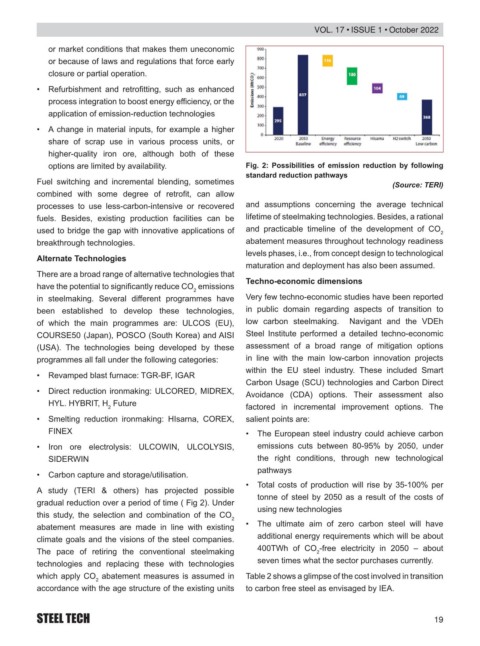
options are limited by availability. Fig. 2: Possibilities of emission reduction by following
standard reduction pathways
Fuel switching and incremental blending, sometimes (Source: TERI)
FRPELQHG ZLWK VRPH GHJUHH RI UHWUR¿W FDQ DOORZ
processes to use less-carbon-intensive or recovered and assumptions concerning the average technical
fuels. Besides, existing production facilities can be lifetime of steelmaking technologies. Besides, a rational
used to bridge the gap with innovative applications of and practicable timeline of the development of CO
2
breakthrough technologies. abatement measures throughout technology readiness
levels phases, i.e., from concept design to technological
Alternate Technologies
maturation and deployment has also been assumed.
There are a broad range of alternative technologies that
Techno-economic dimensions
KDYH WKH SRWHQWLDO WR VLJQL¿FDQWO\ UHGXFH &2 emissions
2
LQ VWHHOPDNLQJ 6HYHUDO GLႇHUHQW SURJUDPPHV KDYH Very few techno-economic studies have been reported
been established to develop these technologies, in public domain regarding aspects of transition to
of which the main programmes are: ULCOS (EU), low carbon steelmaking. Navigant and the VDEh
COURSE50 (Japan), POSCO (South Korea) and AISI Steel Institute performed a detailed techno-economic
(USA). The technologies being developed by these assessment of a broad range of mitigation options
programmes all fall under the following categories: in line with the main low-carbon innovation projects
within the EU steel industry. These included Smart
5HYDPSHG EODVW IXUQDFH 7*5 %) ,*$5
Carbon Usage (SCU) technologies and Carbon Direct
'LUHFW UHGXFWLRQ LURQPDNLQJ 8/&25(' 0,'5(; Avoidance (CDA) options. Their assessment also
HYL. HYBRIT, H Future
2 factored in incremental improvement options. The
6PHOWLQJ UHGXFWLRQ LURQPDNLQJ +,VDUQD &25(; salient points are:
FINEX 7KH (XURSHDQ VWHHO LQGXVWU\ FRXOG DFKLHYH FDUERQ
,URQ RUH HOHFWURO\VLV 8/&2:,1 8/&2/<6,6 emissions cuts between 80-95% by 2050, under
SIDERWIN the right conditions, through new technological
pathways
&DUERQ FDSWXUH DQG VWRUDJH XWLOLVDWLRQ
7RWDO FRVWV RI SURGXFWLRQ ZLOO ULVH E\ SHU
$ VWXG\ 7(5, RWKHUV KDV SURMHFWHG SRVVLEOH
tonne of steel by 2050 as a result of the costs of
gradual reduction over a period of time ( Fig 2). Under
using new technologies
this study, the selection and combination of the CO
2
abatement measures are made in line with existing 7KH XOWLPDWH DLP RI ]HUR FDUERQ VWHHO ZLOO KDYH
climate goals and the visions of the steel companies. additional energy requirements which will be about
The pace of retiring the conventional steelmaking 400TWh of CO -free electricity in 2050 – about
2
technologies and replacing these with technologies seven times what the sector purchases currently.
which apply CO abatement measures is assumed in Table 2 shows a glimpse of the cost involved in transition
2
accordance with the age structure of the existing units to carbon free steel as envisaged by IEA.
STEEL TECH